
In industries where precision and contamination control are paramount—such as pharmaceuticals, biotechnology, semiconductor manufacturing, and aerospace—cleanrooms are an essential component of day-to-day operations. These highly controlled environments help prevent contamination and ensure the production of quality, compliant products. Traditionally, constructing cleanrooms was a complex and expensive process, but the advent of cleanroom modular systems has revolutionized this space. Modular cleanrooms are an innovative and flexible solution that provides businesses with a cost-effective, efficient, and scalable approach to maintaining sterile conditions.
What is a Cleanroom Modular System?
A cleanroom modular system is a pre-engineered, prefabricated assembly of walls, ceilings, flooring, and mechanical systems designed to create and maintain controlled environments with specific air quality, temperature, humidity, and pressure parameters. Unlike traditional cleanroom construction, which involves building everything from scratch on-site, modular systems are assembled from standardized, factory-made components. This modular approach allows for quicker installation, easier customization, and the ability to modify or expand the space as needed.
The fundamental concept behind a modular cleanroom is flexibility and scalability. These systems are designed to be adaptable, allowing businesses to meet strict contamination control requirements while also accommodating future changes in production needs. Whether it’s the pharmaceutical industry needing space for the production of sterile drugs or a tech company building a laboratory for the assembly of microchips, modular cleanrooms offer a tailored solution that can evolve with growing demands.
Benefits of Cleanroom Modular Systems
Cost-Effective Installation
One of the key advantages of modular cleanrooms is cost savings. Traditional cleanroom construction can take months, involve substantial labour costs, and require high levels of expertise. Modular cleanroom systems, on the other hand, come pre-designed and pre-fabricated, which reduces construction time significantly. Installation typically takes only a fraction of the time compared to traditional methods, which results in lower labour and material costs.
Quick Setup and Flexibility
Cleanroom modular systems are designed for speed and efficiency. Because the components are pre-assembled in the factory and delivered to the site ready for installation, businesses can minimize downtime and disruptions during the setup phase. The modular nature also allows for easier reconfiguration or expansion, whether it’s adding extra rooms, modifying airflow systems, or altering wall materials to meet changing compliance regulations. This flexibility makes modular systems ideal for businesses that expect growth or anticipate changes in their operations.
Improved Contamination Control
Modular cleanrooms are built with precision and high-quality materials to meet stringent contamination control standards. These systems are designed to meet various classifications of cleanliness as outlined by standards such as ISO 14644-1. The pre-engineered systems ensure proper sealing, which helps maintain constant airflow and pressure differentials, minimizing the risk of contaminants entering the cleanroom environment. Additionally, they come with features like HEPA (High-Efficiency Particulate Air) or ULPA (Ultra-Low Penetration Air) filters that can trap particles as small as 0.3 microns, ensuring a controlled and sterile environment for sensitive processes.
Scalability for Future Growth
One of the most significant benefits of modular cleanrooms is their scalability. As your business grows and demands increase, modular cleanrooms can be expanded to accommodate additional space, equipment, and personnel. Instead of completely redesigning or rebuilding your cleanroom, you can simply add more modules or modify the system to meet new requirements. This is especially important in fast-paced industries like biotechnology or pharmaceuticals, where production processes and regulatory requirements can change quickly.
Compliance with Industry Standards
Modular cleanrooms can be tailored to meet a variety of industry-specific standards and regulations. In industries like pharmaceuticals or medical devices, adherence to strict guidelines such as FDA (Food and Drug Administration) regulations or GMP (Good Manufacturing Practices) is crucial. Modular systems are designed with these requirements in mind, allowing businesses to maintain compliance with ease. The controlled airflow, monitoring systems, and environmental controls within the cleanroom help ensure that companies remain compliant with all necessary quality and safety standards.
Reduced Downtime and Operational Disruption
Unlike traditional construction, which can take months and cause significant disruption to ongoing operations, cleanroom modular systems offer a faster and more streamlined installation process. This means businesses can minimize downtime and keep operations running smoothly while the cleanroom is being built or modified. Additionally, because modular systems can be quickly adapted, cleanrooms can be up and running with minimal disruption, allowing companies to continue their core activities while maintaining high standards of cleanliness and contamination control.
Applications of Cleanroom Modular Systems
The versatility of modular cleanrooms means they are used across a wide range of industries, including:
Pharmaceuticals and Biotechnology
Cleanrooms are critical in pharmaceutical manufacturing, particularly in the production of sterile drugs, biologics, and vaccines. Modular systems allow these facilities to maintain precise environmental conditions to ensure product safety and compliance with regulatory standards.
Semiconductor Manufacturing
In semiconductor fabrication, even the tiniest particle can cause defects in microchips. Cleanroom modular systems are used in chip production and assembly to maintain low levels of particulates and control temperature and humidity for optimal conditions.
Medical Device Manufacturing
The production of medical devices, implants, and diagnostic equipment requires environments free from contamination. Modular cleanrooms offer a controlled space for the fabrication, assembly, and testing of these sensitive products.
Aerospace and Automotive
Cleanroom modular systems are also utilized in industries like aerospace and automotive manufacturing, where precision assembly and high-quality standards are required for parts like sensors, avionics, and other critical components.
Food Processing
In the food and beverage industry, modular cleanrooms can be used for the production of packaged foods, supplements, and beverages, ensuring that cleanliness and hygiene standards are met.
Conclusion: The Future of Cleanroom Construction
As industries continue to advance and evolve, the need for adaptable, efficient, and cost-effective cleanroom solutions will only grow. Cleanroom modular systems offer the perfect blend of flexibility, scalability, and contamination control, making them an attractive option for businesses of all sizes. Whether you’re constructing a new facility or looking to upgrade or expand an existing cleanroom, modular systems provide a smart and reliable way to meet stringent industry standards while staying ahead of future demands.
In the fast-paced world of high-precision manufacturing and research, modular cleanrooms are not just a trend—they are the future of sterile environments. With their efficient design, cost-saving benefits, and adaptability, they are paving the way for smarter, more sustainable operations across a wide range of sectors.
Related Posts
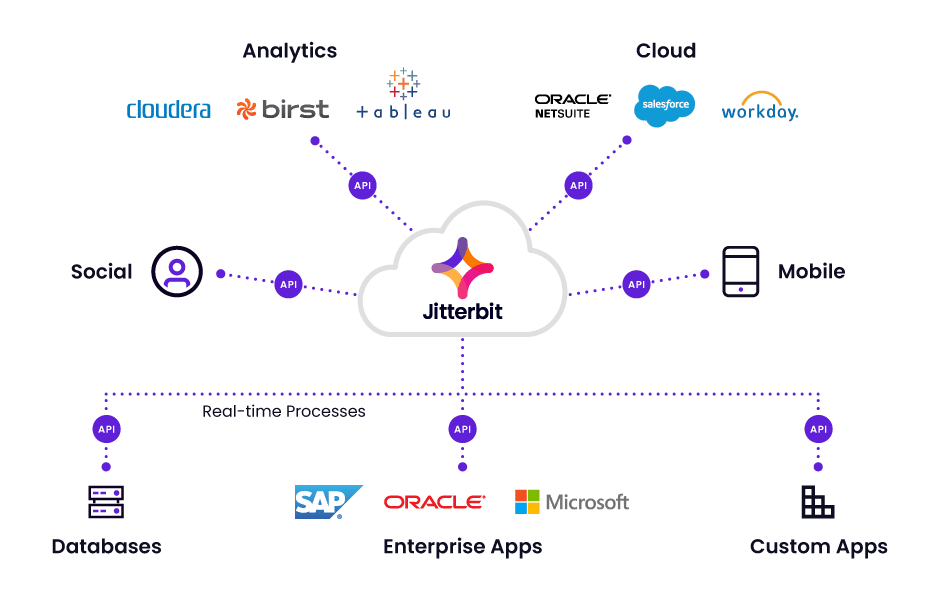
Understanding API Integration: Essential Guide for Seamless Software Interconnectivity
APIs (Application Programming Interfaces) have transformed the digital landscape, enabling…
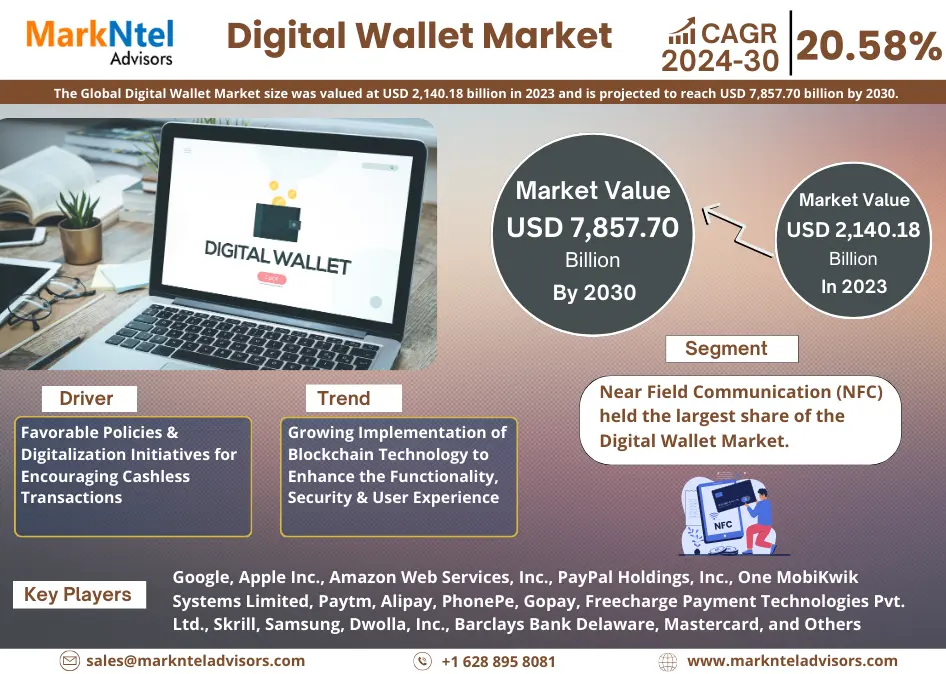
Digital Wallet Market Witness Highest Growth at a CAGR of 20.58% by 2030
2023: Paytm, launched the features such as the Paytm UPI…

The Role of ATS in Modernizing Campus Recruiting
Campus recruiting has evolved significantly over the years, with universities…